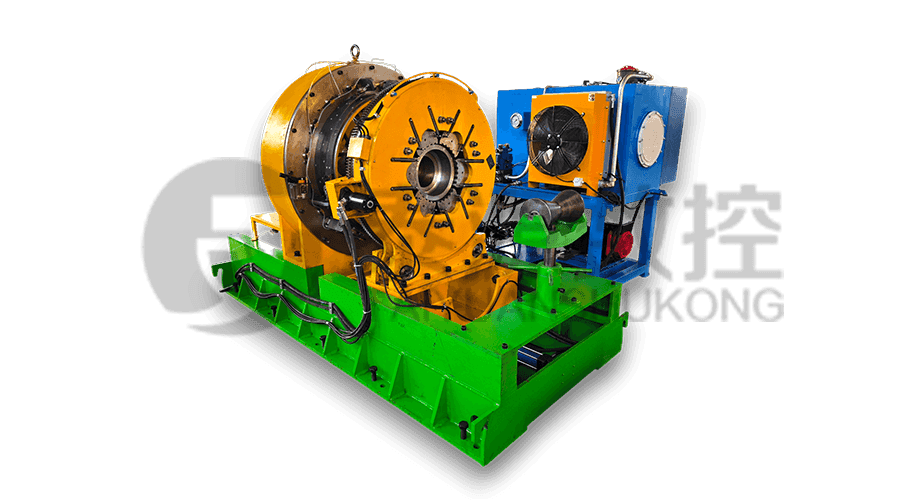
Model: TYSK-630T
Makine, işlenen parçaların katı endüstri standartlarını karşılamasını sağlama...


Mükemmel ekipman işleme doğruluğu, iyi sertlik, birinci sınıf işleme verimliliği, böylece ürünlerimiz API standartları ve piyasa premium bağlantısının çoğu için kalifiye olabilir. .

Makine, işlenen parçaların katı endüstri standartlarını karşılamasını sağlama...

Makine, işlenen parçaların katı endüstri standartlarını karşılamasını sağlama...





Petrol Ülkesi Borulu Ürünler (OCTG) üretiminin zorlu ortamında, Amerikan Petrol Enstitüsü'nün (API) 5CT standartlarına bağlı kalmak yalnızca düzenleyici bir gereklilik değil aynı zamanda operasyonel güvenlik için...

Yüksek riskli petrol ekipmanı imalatı sektöründe, bağımsız ekipmanlardan tamamen entegre sistemlere geçiş artık bir lüks değil, teknik bir zorunluluktur. bir cnc boru diş açma makinesi Özellikle petrol sahaları...
Yüksek performanslı plastik endüstrisinde pahalı ham maddelerin kullanılabilir filmlere dönüştürülmesinin verimliliği karlılık açısından kritik bir ölçümdür. Genellikle cam elyafı, karbon veya bronz içeren dolgulu PTF...
Taahhüdümüz
Amacımız, ister tek bir ürün isterse komple bir ekipman seti olsun, pazara ve müşterilerimize özelleştirilmiş çözümler sunmaktır.
Pazarlar, uygulamalar ve müşteriler farklılık gösterse de müşterilerimizi başarıya götüren benzersiz bir yaklaşımımız var.
Müşterilerimizden gelen her türlü soru ve geri bildirime sabırla ve dikkatle yanıt vereceğiz.
Müşterilerimizden gelen her türlü danışmanlık için en kısa sürede en profesyonel ve makul teklifi sunacağız.
Müşterilerimizin yeni ürünleri için onlarla çok profesyonel bir şekilde iletişim kuracağız, görüşlerini dinleyeceğiz ve en iyi ürünleri sunabilmek için pratik önerilerde bulunacağız.
Müşterilerimizden gelen her türlü siparişi zamanında, garantili kalite ve miktarda tamamlayacağız.

Jiangsu Taiyuan CNC Makine Takımı Co., Ltd., boru işleme için çeşitli CNC takım takımlarına sahiptir. Aşağıda, kesme parametrelerini ayarlama yöntemidir. CNC boru dişli torna makinesi Farklı malzemelerin borularını işlerken iş parçacığı kalitesini sağlamak için:
Çelik boruların işlenmesi
Kesme hızı: Orta karbon çelikten yapılmış borular için, kesme hızı yaklaşık 100-200 m/dakika olabilir. Alaşımlı çelik ise, yüksek sertliği nedeniyle, aletin aşırı aşınmasını önlemek ve ipliğin yüzey kalitesini sağlamak için kesme hızı uygun şekilde yaklaşık 80-150 m/dakikaya indirilmelidir.
Besleme hızı: Genellikle, devrim başına besleme hızı 0.5-1.2 mm/devirde daha uygundur. Yüksek hassasiyetli gereksinimlere sahip iplikler için, ipliğin bitişini ve hassasiyetini iyileştirmek için 0.5-0.8 mm/rev gibi daha küçük bir besleme hızı seçilebilir.
Kesme derinliği: İpliğin spesifikasyonlarına ve gereksinimlerine göre, kesme derinliği kaba işleme sırasında 1-2 mm'de ve ince işleme sırasında 0.2-0.5 mm'de kontrol edilebilir.
Bakır boruların işlenmesi
Kesme hızı: Bakırın sertliği nispeten düşüktür ve kesme hızı, genellikle 200-300 m/dakika civarında uygun şekilde arttırılabilir. Bununla birlikte, hız çok yüksek olmamalıdır, aksi takdirde bakır yongaların aletin etrafına sarılmasına ve işleme kalitesini etkilemesine neden olabilir.
Besleme hızı: Besleme hızı 0.8-1.5 mm/rev arasında seçilebilir. Bakırın iyi sünekliği nedeniyle, daha büyük bir besleme hızı kesme kuvvetini azaltabilir ve malzemenin aşırı deformasyonunu önleyebilir, ancak iplik doğruluğunu etkilemekten kaçınmanın çok büyük olmaması gerektiğine dikkat edilmelidir.
Kesme derinliği: Kesme derinliği kaba işleme sırasında 1.5-2.5 mm ve ince işleme sırasında 0.3-0.6 mm olabilir.
Alüminyum boruların işlenmesi
Kesme hızı: Alüminyum düşük sertliğe ve iyi kesme performansına sahiptir, böylece kesme hızı daha yüksek olabilir, genellikle 300-500 m/dk. Bununla birlikte, uygun soğutma ve yağlama önlemleri ile çözülebilen yüksek hızlı kesme sırasında ortaya çıkabilecek yerleşik kenar problemine dikkat edilmelidir.
Besleme hızı: Besleme hızı yaklaşık 1-2 mm/rev olabilir. Alüminyum malzemeler daha yumuşak olduğundan, daha büyük bir besleme hızı işleme verimliliğini artırabilir, ancak aşırı besleme hızının iplik yüzeyi üzerindeki çizikler gibi kusurlara neden olmasını önlemek gerekir.
Kesme derinliği: Kesme derinliği kaba işlem sırasında 2-3 mm ve ince işleme sırasında 0.3-0.8 mm olabilir.
Paslanmaz çelik boruların işlenmesi
Kesme Hızı: Paslanmaz çelik yüksek mukavemete ve sertliğe sahiptir ve sertleşmeye eğilimlidir. Kesme hızı genellikle 60-120 m/dak. Çok düşük hız artan alet aşınmasına neden olur ve çok yüksek hız takım yanıklarına ve iş parçası deformasyonuna neden olabilir.
Besleme hızı: Devrim başına besleme hızı genellikle 0.3-0.8 mm/devirdir. Daha küçük bir besleme hızı, kesme kuvvetini azaltabilir, iş sertleştirme derecesini azaltabilir ve iplik kalitesini sağlamaya yardımcı olabilir.
Kesme derinliği: Kesme derinliği, kaba işleme sırasında 0.8-1.5 mm ve ince işleme sırasında 0.1-0.3 mm'de kontrol edilebilir. .
