Hatırlatma Bilgileri


May 25, 2026
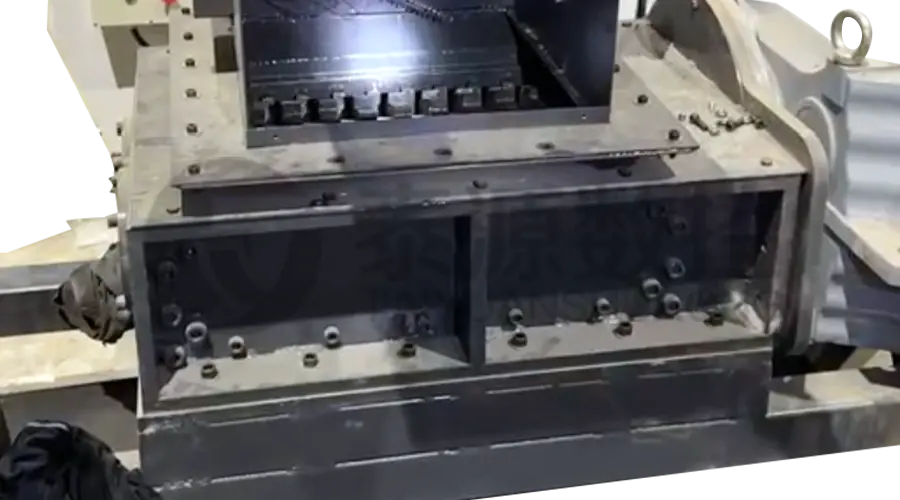
bir Modüler Demir Talaş Kırıcı uzun, sürekli metal tornalama işlemlerini küçük, tekdüze talaşlara mekanik olarak indirgeyerek, hacimli, kuş yuvası metal talaşı yönetiminin kritik operasyonel darboğazını çözer. Bu yapısal hacim azalması, ham hurda profil yoğunluğunu %80'e kadar sıkıştırarak depolama ayak izlerini önemli ölçüde azaltır, lojistik taşıma masraflarını azaltır ve sonraki santrifüjlü ayırma döngüleri sırasında soğutma sıvısı ıslahı verimini %95'e kadar maksimuma çıkarır.
Modüler bir parçalama makinesinin işleme verimliliği, düşük yapısal hızlarda dönen çift şaftlı veya tek şaftlı yüksek torklu kesme mekanizmasına dayanır. Sürekli sünek demir veya karbon çeliği demetleri hazne ağzına girerken, özel kanca şeklindeki alaşım bıçaklar talaş yuvasının dış çevresini kavrar.
Malzeme sabit bir karşı bıçak bloğuna doğru zorlanarak metal şeritlerin kristal gerilim çizgileri boyunca kesilmesi sağlanır. Bu düşük hızlı, yüksek torklu konfigürasyon, ısı birikimini önler ve kıvılcım veya lokal yanma riskini ortadan kaldırır; bu da onu, uçucu petrol bazlı kesme yağlarıyla doyurulmuş hurdaların işlenmesi için inanılmaz derecede güvenli bir yöntem haline getirir.
Otomatik işleme hücrelerine veya merkezi hurda toplama alanlarına doğru entegrasyonu sağlamak için makine parametrelerinin üretim tesisinin hacim çıktısıyla eşleşmesi gerekir. Aşağıdaki spesifik fiziksel performans endeksleri, modüler ölçeklendirmenin çeşitli zemin operasyonlarıyla nasıl eşleştiğini göstermektedir.
| Performans Özelliği | Kompakt Hücre Modülü | Merkezi Tesis Modülü |
|---|---|---|
| Üretim Kapasitesi (Çelik/Demir) | 200 ila 400 kg/saat | 1500 ila 3000 kg/saat |
| Ana Tahrik Motor Gücü | 5,5 kW ila 7,5 kW | 30 kW'tan 45 kW'a |
| Ezilme Sonrası Talaş Uzunluğu Profili | 15 mm'lik tekdüze talaşların altında | 25 mm'nin altında küreklenebilir hurda |
| Yapısal Ayak İzi Boyutu | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Ham, kırılmamış demir talaşları yapısal bir sünger görevi görerek yüksek yüzey alanlarında çok miktarda pahalı emülsifiye kesme sıvısını tutar. Gevşek dönüşlerin doğrudan bir santrifüj yoluyla işlenmesi son derece verimsizdir çünkü uzun yapısal yuvalar eğirme tamburunun içinde dolaşarak büyük mekanik dengesizliklere neden olur.
Endüstriyel İşleme Örneği: Aylık 50 ton demir tornalama üreten orta ölçekli bir otomotiv döküm tesisi, bir ton kırılmamış talaş başına yaklaşık 120 litre kesme yağı kaybediyordu. Talaş profilini 10 mm'lik gevşek talaşlara indirmek için yerelleştirilmiş bir modüler kırma ünitesi uyguladıktan sonra, ikincil talaş sıkma makinesi ayda 5.400 litre temiz soğutma sıvısı yağını geri kazanarak, operasyonun ilk çeyreğinde doğrudan kimyasal tedarikinde 14.000 doların üzerinde tasarruf sağladı.
Endüstriyel hurda akıntıları genellikle düşmüş cıvatalar, kırık karbür takım uçları veya ağır yapısal çubuk uçları gibi serseri metal kirletici maddeleri içerir. Ezilemez nesneler hazneye girdiğinde yıkıcı bıçak hasarını veya tahrik milinin kırılmasını önlemek için, modern modüler üniteler, ana tahrik motorunun elektrik akımını sürekli olarak izleyen entegre bir PLC denetleyicisine sahiptir.
Modüler yapısal yerleşimin birincil avantajı, tüm mekanik çerçeveyi sökmeden kesme tertibatına bakım yapabilme yeteneğidir. Yüksek aşınmaya sahip kesme halkaları, hassas işlenmiş kilitleme bilezikleri kullanılarak altıgen şaftlara monte edilir. Yüksek miktarda aşındırıcı dökme demir işlendikten sonra bıçak kenarları köreldiğinde, bakım ekipleri tüm şaft kaseti grubunu kaydırarak çıkarabilir, aşınmış bıçak modüllerini tek tek değiştirebilir ve iki saatlik kısa bir planlı bakım aralığı içinde makineyi tekrar hizmete sokabilir.
İlgili Ürünler
 Modeli:TYSK-630T Matkap borusu, eklem ve kuplaj torna
Modeli:TYSK-630T Matkap borusu, eklem ve kuplaj torna
Makine, işlenen parçaların katı endüstri standartlarını karşıladığından emin olmak için istikrarlı işleme doğruluğuna ve esnek programlama işlevlerine sahip bir FANUC CNC sistemini benimser. Yüksek tork ve ağır yük tasarımı, uzun süreli sürekli çalışmanın üstesinden gelebilir ve güçlü bir dayanıklılığa sahiptir.
 Modeli:TYSK-1355 Yağ borusu işleme tornası
Modeli:TYSK-1355 Yağ borusu işleme tornası
Makine, işlenen parçaların katı endüstri standartlarını karşıladığından emin olmak için istikrarlı işleme doğruluğuna ve esnek programlama işlevlerine sahip bir FANUC CNC sistemini benimser. Yüksek tork ve ağır yük tasarımı, uzun süreli sürekli çalışmanın üstesinden gelebilir ve güçlü bir dayanıklılığa sahiptir.
 Modeli:TYSK-XQJ-550 Orta ve büyük PTFE film kayma makinesi
Modeli:TYSK-XQJ-550 Orta ve büyük PTFE film kayma makinesi
Maksimum çapı 550 mm ve maksimum uzunluğu 1000 mm olan işlenmemiş parçaları işlemek için tasarlanmıştır. Kullanıcıların ihtiyaçlarına göre de özelleştirebiliriz. CNC ile kolay değişim hızı ve kalınlığı.
 Seri:TYSK-NKJ Vidalı makine/gövde ve boru kuplajı
Seri:TYSK-NKJ Vidalı makine/gövde ve boru kuplajı
Makine bir hidrolik motor, mekanik yüzer mekanizma ve gerçek zamanlı tork algılama kullanır, malzeme bükülmesine uyum sağlar ve malzemenin deformasyonunu önler. Yardımcı makineler yarı otomasyona yardımcı olacak şekilde yapılandırılmıştır.
 Uzun, ağır malzeme çözümleri Boru ipliği için otomatik yükleme ve boşaltma mekanizması
Uzun, ağır malzeme çözümleri Boru ipliği için otomatik yükleme ve boşaltma mekanizması
Özel esnek destek modu, iş parçası bükülmesinin işleme üzerindeki etkisini etkili bir şekilde azaltabilir ve verimi artırabilir. Boru diş açma torna tezgahımızla tam olarak eşleşir.
Modüler Demir Talaş Kırıcı Çip için yüksek mukavemetli kırıcı
Bıçaklar yüksek mukavemetli malzemelerden yapılmıştır ve topaklanan demir talaşlarını kırmak için talaş çıkarıcının çıkışına makul bir şekilde yerleştirilmiştir. Geri dönme riskini azaltın ve atık çerçeve kullanımını iyileştirin.
 Seri:TYSK-HB Yarı otomatik aşınmaya dayanıklı bant kaynakçı
Seri:TYSK-HB Yarı otomatik aşınmaya dayanıklı bant kaynakçı
ARNCO 100XT, 200XT, 300XT için geçerlidir. φ1.2-2.0 özlü veya masif tel yüzey kaynağını destekler. Tek tabanca püskürtme kaynağı ve çift tabanca püskürtme kaynağı ile iki şekilde donatılabilir. PLC veya CNC sistem kontrolünü destekleyin.
